
��ѯ�绰:
13305380002



�������������乤�����̼�ͼ1��
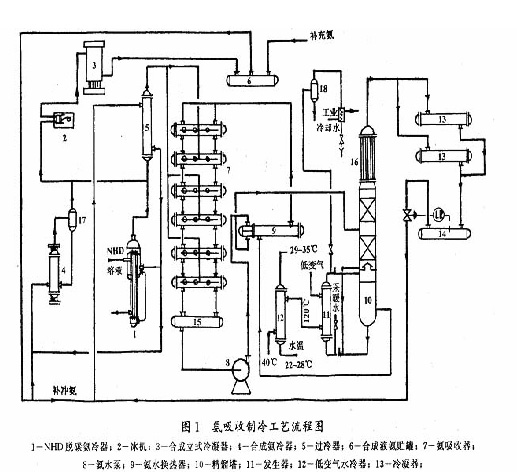
�������������乤��������Ҫ�����ա������������������͡���������ɡ����������������ġ�8�����(Լ0.2MPa)ͬ�ϳɳ������IJ���������ϣ��Ƚ����������1.5MPa��Һ�����ȣ��ٽ����������飬��ϡ��ˮ��Һ(Ũ��30�����¶�46��)���գ����շ�Ӧ���ɵ���28�����ȴˮ���ߡ����պ��Ũ��ˮ(42��)��Һ����Ũ��ˮ���ۣ�Ȼ���ɰ�ˮ�ð�Ũ��ˮ������Һ�������������Ծ�������ϡ��ˮ��Һ���ȣ�Ũ��ˮ���������ӽ��ݵ��¶�(92��)����뾫�����в��������ڲ��������ϣ��������İ�ˮ�������ʽ���������Ũ�ȱ�ϡ�������뷢���Ρ���������Ũ��99.8�����ϵİ����ٲ��־�����������������������ȥ��������������ѭ����ȴˮ�����ɸ�ѹҺ�����ɵͱ�ϵͳ����166��任���������������������Ⱦ���������Һ������ϡ��Һ������Һ��������Ũ��ˮ��Һ���Ƚ���46���ȥ������������������Ũ��42��������Ϊ64t��h���ִӾ��������ų���ѹ�������������û�ʹ�á�Ũ��ϡ��ˮ��˲���ѭ����
����2 ϵͳ�Ľ����
����(1)������ԭ��Ƹ߶�Ϊ28m(����ԭ����̼��)���������������װ�������Ѷȴ���ʵ����������������9m���������ͬ�����������ĸ߶ȹ�Ϊ23 m������������������Ϊ���ƹ�ʽ�����������Ҳ��ԭ����709m2��Ϊ250m2��
����(2)�����������Ϊ�̿װ岨�����ϡ�
����(3)��ձø�Ϊ��������á�
����(4)�ͱ����ܵ��������������ߣ�Ŀ���ǵ��ͱ���ͣ��ʱ�����������ѹ�������Ա�֤���������������¶Ȳ��½���ͬʱ���ⰱ����ϵͳ���ִ�IJ�����
����(5)Һ����������һ�α���Һ�����ܵ���װ�Ե�����
����3 ���������俪�����
����װ����2000��4�µװ�װ������5��1����ʽ�������ں̵ܶ�ʱ���ھ�ת��������������5�� 3���������������(Һ��)10��13m3��h(�ۺϰ�7t��h����)���䶳����ԼΪ9.1��106kJ��h��
װ�ÿ���ǰ������NHD̼�ͺϳɳ��䰱������8̨����(4�µ�)��5�°�������������������8̨����4��5̨�����ڲ�ȡҺ��ͨ������������ȴ�ʩ(��40�潵��20������)��ͬʱ�ϳ���ʽ�������ȸ��ɴ����ᣬ����������ѹ����0.26MPa����0.2MPa������ѭ�����¶���0�潵����3�����ҡ�
����4 ����������ϵͳ�Ľ�����
����Ŀǰ������������û�ﵽ��Ƶ�10.8t��h����Ҫԭ�����¡�
����(1)�ͱ����뾫�����������¶�û�ﵽ���ֵ(166��)����Ҫ�Ƿ�����ǰϴ��ˮ��ϴ��ˮ�������¶�ƫ�͡����Ϊ120��130�棬��ʵ��Ϊ104�档���ȡ�ߵ�������Զ�Щ�����������ķ����ǽ�642̿��ˮ�������ɲ�����Ϊ�����������ܶ����̿��ˮ�����ȣ���̿��ˮ�ŷ��¶Ƚ���80������(����Ϊ90��)��ȥ����¯�����ҵ�ˮ��������������ˮ���˹��ࡣ
����(2)���õİ�ˮ���������Ϊ168m2���������б������˻������������ƫС��Ӱ�컻�ȣ�ȥ�������İ�ˮ�¶���70���ĸ����´ﵽ56��(���46��)��Ũ��ˮ�����������¶�ֻ��72�� (���92��)��Ӱ���˾�����������������
����(3)��ϵͳͶ����Ӧ��������7.5��8t��h(��7.2t��h)�������Ӹ���������ṩ��������װ�á����⣬����ҳ��е͵ͱ任���������ص㣬�������ϻ�������ԭ����ɱ任��CO����ƫ��ʱ�����Կ�����任ϵͳ���Ӹ�ѹ�����ķ��������������ܱ任������CO������ͬʱΪ�����������ṩ�����������
����5 ��װ�������ˮ����ʵ����ˮ���Ƚ�
����10.8t��hҺ�������ȴˮ�����������1��
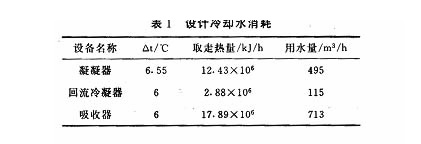
�����ӱ�1���Կ����������ȴˮ��������Ϊ1323 m3��h����ÿ��Һ�����������ȴˮ��Ϊ 122.5 m3��
������ʵ�ʰ���������Һ����ֻ��7 t��h���ң�����ˮ��ӦΪ857.5 m3��h��
����7t��hҺ��ʵ����ȴˮ�����������2����7t��hҺ��ʵ��������ȴˮ��Ϊ475.4m3��h��
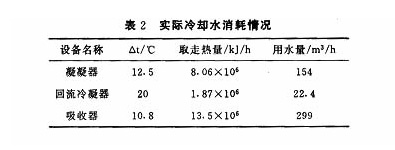
�����������ϱȽϿ�֪��ʵ����ˮ��Ҫ�������ˮ���ٵö࣬��ˮ���ٵ���Ҫԭ��һ�ǰ���������ϵͳ��ȴˮ�Ļ��������Ƹ�ԣ����ʵ��ÿ̨��������ȴˮ����ڵ��²��t>10�棬�������������²��t�����ɴﵽ20�棻��������ȴ����ˮ�¶�Ϊ22�棬�ϵ�(���Ϊ28��)��
�������̼ϵͳ���첻���ð��������䣬���������������õ�����(1.8��107kJ��h)Ҳ���ͱ���ˮ�������ߣ�����ˮ��������880m3��h�������������俪������ȴˮֻ��260m3/h�����⣬�ϳɱ���ͣ��3��4̨����Ӧ��ʽ��������ȴˮ����500m3��h���������ݱ�����������������ˮ�����ϳ��������ۺ���ˮ��������Щ��
����6 ���������乤�յ��ص�
����(1)�ð���������ʱ��ˮ�õĵ�ľ�����Ϊ65kW•h����ѹ�������Լ��ġ�
����(2)�豸�����ӹ����죬����ˮ���ⶼ�Ǿ����豸��ȫ������¶�찲װ��
����(3)�������Դ�һ��������(400��1200)��104kJ��h�Ĺ�ģ������30����110����Ʒ�Χ���������С�
����(4)װ��Ͷ�ʺͲ��������������¶ȵ����ߡ�
�����ҳ��������Ƚ��а���������[(840��1280)��104kJ��h]����Ͷ�ʴ�Լ280��Ԫ����� NHD̼��ƥ�����ٽ�ʡ4̨8AS17�ͱ����������豸�������ȣ���ʡͶ��Լ150��Ԫ��ͨ��������������ڲ��ð��������乤�ն�Ͷ��Ĺ����ʽ𣬲���һ��ʱ�伴���ջء�
�������⣬�ļ��ϳɰ��������������¶���ͬ�������£��ɹ�ȥ��0���½�����2�����ң�ͬʱ������ϳ���ѭ����������������ɹ۵ľ���Ч�档
������Ŀǰ����Ч�����������������乤������NHD̼���豸������ʵ�ã��������㣬Ϊ��Ʒλ���ܵĻ��տ������µ�;����



